Lohnarbeit Gleitschleifen Lohnstanzen
Gleitschleifen

Unsere Technik für ihre Sicherheit
Lohnarbeit Gleitschleifen Lohnstanzen: Das Gleitschleifen ist ein mechanisches Verfahren der Oberflächenbearbeitung und setzt auf die Kombination mechanischer und chemischer Effekte, abgeschaut von der Natur. Mit diesem Verfahren lassen sich Arbeiten wie Entgraten, Kantenverrunden unter anderem zur Vermeidung von Verletzungsgefahren ausführen. Des Weiteren ermöglicht dieses Verfahren das Schleifen, Glätten, Polieren, Entfetten, Entrosten, Entzundern und Mattieren.
Das Gemisch aus Schleifkörpern (bzw. Chips) und den Werkstücken wird in den Arbeitsbehälter der Gleitschleifanlage gegeben. Bei meist kontinuierlicher Zugabe eines wässrigen Zusatzmittels (auch Compound genannt) wird der Arbeitsbehälter in eine oszillierende oder rotierende Bewegung versetzt.
Die entstehende Relativbewegung zwischen Schleifkörpern und Werkstücken bedingt einen Materialabtrag an den zu bearbeitenden Bauteilen. Insbesondere an den Kanten, aber auch auf der Bauteiloberfläche kommt es zur Bearbeitung.
Das Oberflächen- und Kantenbild des Werkstücks lässt sich durch die Kombination von Bearbeitungsdauer, -intensität, Schleifkörpertyp und Compound variieren. Es können Teile aus den verschiedensten Metallen (Stahl, Stahlguss, Edelstahl, Kupfer, Messing, Aluminium- und Zinkdruckguss etc.) und Kunststoffen bearbeitet werden.
Lohnstanzen
Ihr Werkzeug und Material – unsere Technik
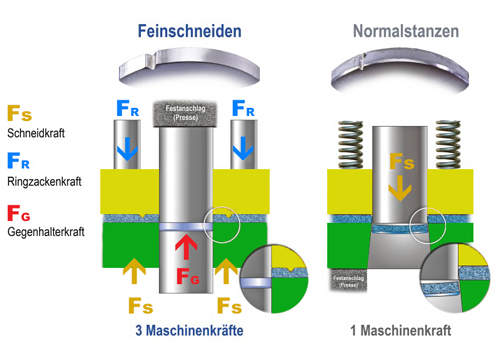
Beim Stanzen unterscheiden wir zwischen zwei verschiedene Methoden. Zum einen das Normalstanzen und zum anderen das Feinschneiden. Stanzen und Feinschneiden gehören zu den Trennverfahren.
Beides sind trennende Verfahren, welche überwiegend zum „Lochen“ von flachen Materialien verwendet werden. Hierbei können sowohl einfachere Formen, als auch komplexere Formen gestanzt werden. Eine Stanzvorrichtung besteht mindestens aus zwei Werkzeugteilen, einem Stempel und einer Matrize.
Das Material wird durch einen Scherschnitt beim Eingreifen des Stempels in die Matrize getrennt. Eine Vorrichtung für das Feinschneiden verfügt zusätzlich noch über Ringzacken, welche das Material vor dem eigentlichen Stanzvorgang festhalten. Hierdurch ist ein deutlich verringerter Schneidspalt möglich und der Schnittanteil kann im Idealfall bis zu 100% betragen.
Das Ergebnis bei beiden Verfahren ist abhängig von Materialart und Materialstärke. So sind bei einem weichen und dünnen Material tendenziell auch mit Normalstanzen gute Ergebnisse bezüglich des Glattschnittanteils realisierbar.
Vereinfacht gesagt ist ein Feingeschnittenes Teil im Profil gesehen glatt und besitzt keine Abrisskanten. Bei einem Normalgestanzten Teil sieht man bei Vergrößerung Abrisskanten.
Baugruppenmontage
Mit der Baugruppenmontage führen wir Ihre Einzelteile zusammen
Je nach Kundenwunsch verarbeiten wir in unserer Montageabteilung Einzelteile zu ganzen Baugruppen, bei Bedarf auch teilmontiert. Wir bieten Ihnen eine Komplettfertigung oder Sie stellen uns die zu montierenden Einzelkomponenten zur Verfügung. Ein ständiger Dialog mit dem Kunden ermöglicht es uns, immer flexibel auf mögliche Entwicklungskorrekturen oder Lieferengpässe zu reagieren.
Bohren und Senken
foto
Beim Bohren wird ins volle Material geschnitten. Es wird für Durchgangs- und Sackbohrungen bzw. zum Aufbohren zur Verbesserung vom Maß eingesetzt. Wir fertigen mit Durchmessern von 3mm bis 20 mm.
Das Senken ist ein spanendes Verfahren zur Nachbearbeitung von Bohrungen. Dies bedeutet, dass beim Senken nicht ins volle Material geschnitten wird. Senkbohrer unterscheiden sich in ihrer Funktion. So können z.B. Kegelsenker zum Entgraten von Bohrlöchern oder zum Versenken von Schrauben verwendet werden.
Übliche Spitzwinkel sind:
- 60 Grad (oder mehr) zum Entgraten,
- 75 Grad für Nieten,
- 82 Grad für Senkkopfschrauben nach US-Norm,
- 90 Grad für metrische Senkkopfschrauben,
CST Stanzteile GmbH bietet, mit speziell angefertigten Senkbohrern, auch weitere Winkel an. Der maximale Durchmesser des Spannfutters beträgt hier 10 mm.
Senden Sie uns Ihre Anfrage bzgl. Lohnarbeit Gleitschleifen Lohnstanzen
